-

-

-

-

-

-

裤子的修改方法大全—雅颂改衣连载 日期:2014-03-22 11:17:19
【简介】我们在日常的修装修改工作中难免会遇到各种各样的裤子修改问题,本文特将一些我们雅颂改衣在平时修改工作中遇到最多的裤子修改问题阐述出来,并一一列举了解决方案,以供广大的修改爱好者学习参考。(如有不对的地方勿喷哈).....
了解详情 -

雅颂改衣教你怎么修改裙子-雅颂改 日期:2014-03-21 01:19:43
【简介】 我们在修改中常遇到的需要修改的裙子问题基本上都是大了偏小了,但难免也会遇到如裙子需要从上面修改、裙子腰下起涌、裙子臀围线不正等等问题,现在我们雅颂就来说说遇到这些问题的一些处理办法.....
了解详情 -

毛衣织补不求人—雅颂教你毛衣简单 日期:2014-01-02 22:45:14
【简介】 雅颂毫无保留,手把手教你毛衣织补技术。以应对有些时候遇到的一些毛衣织补问题,从此毛衣织补永不求人。雅颂织补成都最好的毛衣织补实体店,绝对能百分百还原你的每一件心爱的毛衣。.....
了解详情
简介: 斜纹呢织物精工织补拼织分为横拼织补、直拼织补、丝线拼织补、毛丝拼织补四种。采取哪种形式拼织补,还要根据客观条件,灵活选用.斜纹呢织物种类很多,有条子花呢、有人字花呢、有素色花呢、有双色花呢等等,各不相同.操作方法、格式、程序与平纹呢织物大同小异,就是结构不同而已拼织也好,挖织也好,都要千方百计去找对拼织的有利因
斜纹呢织物精工织补拼织分为横拼织补、直拼织补、丝线拼织补、毛丝拼织补四种。采取哪种形式拼织补,还要根据客观条件,灵活选用.斜纹呢织物种类很多,有条子花呢、有人字花呢、有素色花呢、有双色花呢等等,各不相同.操作方法、格式、程序与平纹呢织物大同小异,就是结构不同而已拼织也好,挖织也好,都要千方百计去找对拼织的有利因家。一定要改变一成不变的模式,在实践中不断探索创新路子,才能把挖织补技术,在原有模式上提高一个台阶。创新必定要动脑筋,有成功有失败.总结经验教训,提炼出正确方法.这里我提出不成熟的有关各种斜纹花呢织物拼织补、挖织补的设想。
(1)条子花呢织物挖丝,只要在操作前计算好拼料大小,以及横直丝需做根数,以条子花呢做掩护,直接用丝线拼在条子上,这样既快又好。拼横头条子需要挖丝,可以把原料织到拼料上,也可以把拼料织到原料上,也可以把原料、拼料条子丝挖出,重新织条子丝。
(2)人字呢织物,拼织拼缝可以借助于折断丝位置,以减少痕迹,
提高织补质量。拼横头,只要折断两根,用毛丝拼织好,其余部位只需二丝二毛拼织即可。
(3)双色花呢织补拼织,白丝是主要目标。主丝、白丝自然饱满,可以掩盖瑕疵。因此白丝地位突出,不能使白丝暗淡或消失。
为此,双色花呢直拼织,必须是拼料离边第一根是白丝,原料离边第一根是黑丝,这样可以提高白丝双色花呢的透明度,减少线影与痕
进.如果横直全是二白二黑双色花呢,用丝线拼织,丝线颜色要分清.如果是毛线拼织,两根白丝用毛丝,两根黑丝无需挖丝,只要黑
白丝线拼织即可.
(4)素色花呢织物可全用丝线拼织,唯一要注意的是丝线颜色配正。
(5)牙签条花呢直拼.可全部丝线拼,也可以全部毛丝拼。毛丝拼织时毛丝必须粗细相等。拼料与原料的拼缝,必须选择在左丝位置上,横头拼织必须在两块拼料离边半公分处,抽出一根目标线。抽目标线是尾部串进白线调换一根。一左一右要注意,这样不易织错、织歪,保持横丝垂直。然后两块拼料,左丝向正面挑出一厘米左右,按纹路挑一压三织进,挖一根加一根,线拼织即可。把左丝全部挖完织好;右丝则不要挖丝,用丝线拼织即可
(6)直贡呢、色子贡织物拼织,可采用边拉丝边串织方法织补。
(7)拼织质量标准。
①丝线不露底面;
②四角要平服;
③无吊针影;
④花纹自然;
⑤条子明朗.
(8)注意事项
①串针深度平衡;
②计算用料准确;
③直料横料不能调错;
④针功手工互相连动。
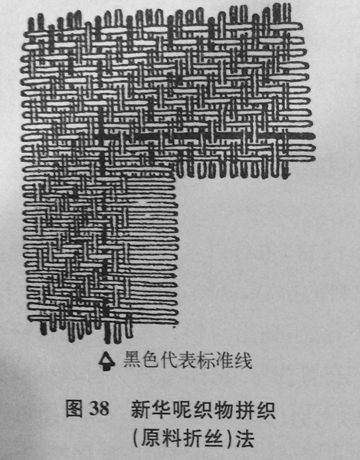
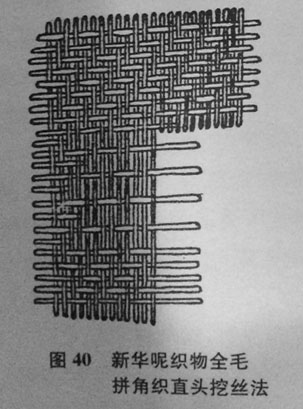
附:各种织物拼织图

![[s]41.jpg](/d/file/zhibu/zbjiaocheng/small9ec29a6b529c9719c2a8e62714bb79ac.jpg)
雅颂期待你的光临 服务热线:13882137873 联系人:钟波
- 这些是最新的 ・・・・・・
服装精工织补技术连载1—前言织补教程2013-12-24 17:45:55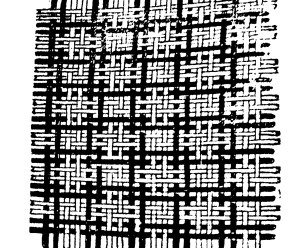
呢料织物钥匙弯洞精工织补操作程织补教程2014-04-13 22:42:06
影格影条花呢钥匙弯洞精工织补操织补教程2014-04-13 22:40:15
雅颂教你-斜纹、哔叽花呢钥匙弯织补教程2014-04-09 18:26:12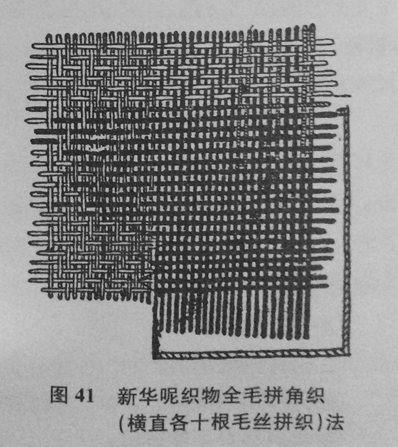
雅颂教你平纹呢钥匙弯洞操作程序织补教程2014-04-09 17:45:54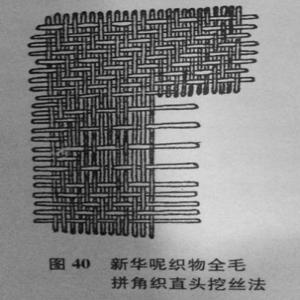
斜纹呢织物精工织补拼织操作程序织补教程2014-04-06 19:30:51
平纹呢织物挖丝精工织补织操作程织补教程2014-04-06 19:25:29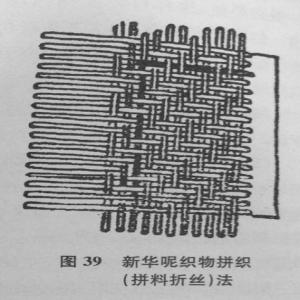
平纹呢织物拼角精工织补操作程序织补教程2014-04-06 19:17:59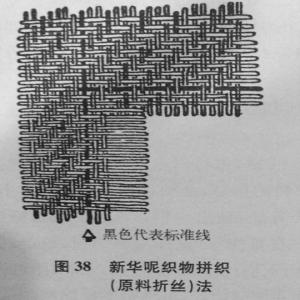
平纹呢织物拼丝精工织补的操作工织补教程2014-04-05 12:39:04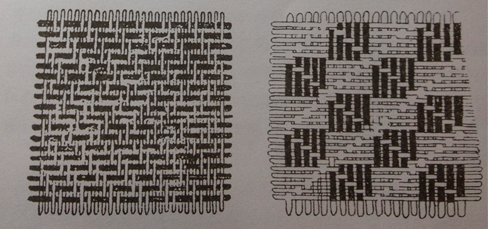
织补技术连载14—各类织物操作程织补教程2014-04-04 22:45:14


